

焊接技巧 | 骑坐式管板的垂直固定焊如何操作?
时间:2023-03-08关注:
骑坐式管板焊接要求根部熔透,并要求有良好的背面成型,因此操作难度较大。根据空间位置不同,骑坐式管板焊可以分为垂直固定平角焊、垂直固定仰角焊和水平固定焊三种。
今天就和大家聊聊骑坐式管板的垂直固定焊。
焊枪、焊丝与工件之间的夹角见下图。
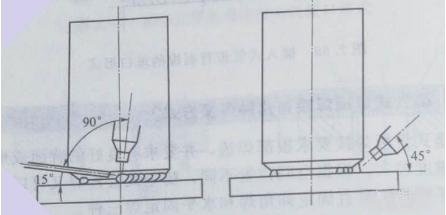
定位焊通常采用断续填丝法进行焊接。定位焊缝的长度及数量根据管子的直径确定,一般为2――4段,每段长10――20mm。打底焊接时,首先在定位焊缝上引弧,原位摆动电弧,等定位焊缝熔化形成稳定的熔池后,再填丝向左焊接,以保证背面成形良好。
焊接过程中要随时观察熔池,通过适当调整焊枪与底板之间的夹角来保证熔孔大小一致,防止发生烧穿。焊到其他定位焊缝时,应停止送丝或减少送丝,将定位焊缝熔化并与前面的打底焊缝平滑过渡。
熄弧时,按下开关,电流开始衰减,填满弧坑后停止送丝,电弧熄火后熔池凝固,此时焊枪和焊丝应继续保持在原位,等停止送气后再移走焊枪。接头时,在弧坑后面10――15mm的位置处引弧,以稍快的速度将电弧移至接头处;原弧坑熔化形成熔池后,再正常填丝焊接。如果打底焊道上有局部凸起,利用角磨机磨平后再进行盖面焊。
填充焊或盖面焊时,焊枪摆动幅度稍大一些,使管子和平板的坡口边缘充分熔化,填充焊缝不能太宽,也不能太高,而且表面要平整。
盖面焊有时需要焊两道,应先焊下面一道,后焊上面一道。焊下面的焊道时,电弧以打底焊道的下沿为中心摆动,将熔池上沿控制在打底焊缝的1/2――2/3处,而将熔池的下沿控制在坡口下沿以下0.5――1.5mm的位置。焊上面的焊道时应使电弧以打底焊道的上沿为中心摆动,使熔池上沿超过坡口上沿0.5――1.5mm,而熔池下沿与下面的焊道圆滑过渡,以保证焊缝表面平滑均匀。
相关资讯

全国特种作业人员证查询系统
特种作业操作证及安全生产知识和管理能力考核合格信息查询平台,请点击进入官网:http://cx.mem.gov.cn进行查询...
了解详情电工上岗必须持证,否则后果严重!
2411 查看特种设备管理机构专职管理人员设置要求
4646 查看特种作业操作证报考指南及报名条件
3313 查看不锈钢焊接难,那你知道都难在哪里吗?
2781 查看应急管理厅特种作业证:全国通用吗?别再傻傻分不清楚!
9726 查看低碳调质钢的焊接,谁总结的这么专业!
2444 查看特种作业操作证在哪里可以办理?
16245 查看焊工考证:一块平板如何变成桶状,这就是拉伸成型工艺
3025 查看



