

一根焊条最基本的操作,不知道你就不是一个合格的电焊工
时间:2023-05-31关注:
基本的专业术语,电焊工还是要知道。
总不能就会烧,别的啥也不懂。一根焊条从头到尾焊完,有几个步骤,万一拍片不合格也好找出问题,知道问题出在哪个步骤。一问三不知,干了好多年还是一个普焊,还在焊着钢筋,原地踏步。
要想提高自己的技术,专业知识也要同步提高。
焊条电弧焊最基本的操作是引弧、运条和收尾。这三个动作规范与否是决定焊接质量的关键,也是提高拍片一次合格率的关键。。。
引弧
引弧即产生电弧。焊条电弧焊是采用低电压、大电流放电产生电弧,依靠电焊条瞬时接触工件实现。引弧时必须将焊条末端与焊件表面接触形成短路,然后迅速将焊条向上提起2――4mm的距离,此时电弧即引燃。
引弧的方法有两种:碰击法和擦划法。
引弧方法
(1)碰击法。
也称点接触法或称敲击法。碰击法是将焊条与工件保持一定距离,然后垂直落下,使之轻轻敲击工件,发生短路,再迅速将焊条提起,产生电弧的引弧方法。此种方法适用于各种位置的焊接。
(2)擦划法。
也称线接触法或称摩擦法。擦划法是将电焊条在坡口上滑动,成一条线,当端部接触时,发生短路,因接触面很小,温度急剧上升,在未熔化前,将焊条提起,产生电弧的引弧方法。此种方法易于掌握,但容易沾污坡口,影响焊接质量。
上述两种引弧方法应根据具体情况灵活应用。擦划法引弧虽比较容易,但这种方法使用不当时,会擦伤焊件表面。为尽量减少焊件表面的损伤,应在焊接坡口处擦划,擦划长度以20――25mm为宜。
在狭窄的地方焊接或焊件表面不允许有划伤时,应采用碰击法引弧。碰击法引弧较难掌握,焊条的提起动作太快并且焊条提得过高,电弧易熄灭;动作太慢,会使焊条粘在工件上。
当焊条一旦粘在工件上时,应迅速将焊条左右摆动,使之与焊件分离;
若仍不能分离时,应立即松开焊钳切断电源,以免短路时间过长而损坏电焊机。
(3)引弧的技术要求。
在引弧处,由于钢板温度较低,焊条药皮还没有充分发挥作用,会使引弧点处的焊缝较高,熔深较浅,易产生气孔,所以通常应在焊缝起始点后面10mm处引弧,引燃电弧后拉长电弧,并迅速将电弧移至焊缝起点进行预热。
预热后将电弧压短,酸性焊条的弧长约等于焊条直径,碱性焊条的弧长应为焊条直径的一半左右,进行正常焊接。采用上述引弧方法即使在引弧处产生气孔,也能在电弧第二次经过时,将这部分金属重新熔化,使气孔消除,并且不会留引弧伤痕。
为了保证焊缝起点处能够焊透,焊条可作适当的横向摆动,并在坡口根部两侧稍加停顿,以形成一定大小的熔池。
引弧点的选择
引弧对焊接质量有一定的影响,经常因为引弧不好而造成始焊的缺陷。综上所述,在引弧时应做到以下几点:
(1)工件坡口处无油污、锈斑,以免影响导电能力和防止熔池产生氧化物。
(2)在接触时,焊条提起时间要适当。太快,气体未电离,电弧可能熄灭;太慢,则使焊条和工件粘合在一起,无法引燃电弧。
(3)焊条的端部要有裸露部分,以便引弧。若焊条端部裸露不均,则应在使用前用锉刀加工,防止在引弧时,碰击过猛使药皮成块脱落,引起电弧偏吹和引弧瞬间保护不良。
(4)引弧位置应选择适当,开始引弧或因焊接中断重新引弧,一般均应在离始焊点后面10――20mm处引弧,然后移至始焊点,待熔池熔透再继续移动焊条,以消除可能产生的引弧缺陷。
运条
电弧引燃后,就开始正常的焊接过程。为获得良好的焊,缝成形,焊条得不断地运动。焊条的运动称为运条。运条是电焊工操作技术水平的具体表现。焊缝质量的优劣、焊缝成形的好坏,主要由运条来决定。
运条由三个基本运动合成,分别是焊条的送进运动、焊条的横向摆动运动和焊条的沿焊缝移动运动。
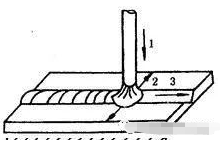
焊条的三个基本运动
1―焊条送进 2―焊条摆动 3―沿焊缝移动
(1)焊条的送进运动。
主要是用来维持所要求的电弧长度。由于电弧的热量熔化了焊条端部,电弧逐渐变长,有熄弧的倾向。要保持电弧继续燃烧,必须将焊条向熔池送进,直至整根焊条焊完为止。为保证一定的电弧长度,焊条的送进速度应与焊条的熔化速度相等,否则会引起电弧长度的变化,影响焊缝的熔宽和熔深。
(2)焊条的摆动和沿焊缝移动。
这两个动作是紧密相联的,而且变化较多、较难掌握。通过两者的联合动作可获得一定宽度、高度和一定熔深的焊缝。所谓焊接速度即单位时间内完成的焊缝长度。
焊接速度太慢,会焊成宽而局部隆起的焊缝;太快,会焊成断续细长的焊缝;焊接速度适中时,才能焊成表面平整,焊波细致而均匀的焊缝。
焊接速度对焊缝成形的影响
(3)运条手法。
为了控制熔池温度,使焊缝具有一定的宽度和高度,在生产中经常采用下面几种运条手法。
1)直线形运条法。
采用直线形运条法焊接时,应保持一定的弧长,焊条不摆动并沿焊接方向移动。由于此时焊条不作横向摆动,所以熔深较大,且焊缝宽度较窄。在正常的焊接速度下,焊波饱满平整。此法适用于板厚3――5mm的不开坡口的对接平焊、多层焊的第一层焊道和多层多道焊。
2)直线往返形运条法。
此法是焊条末端沿焊缝的纵向作来回直线形摆动,主要适用于薄板焊接和接头间隙较大的焊缝。其特点是焊接速度快,焊缝窄,散热快。
直线往返形运条法
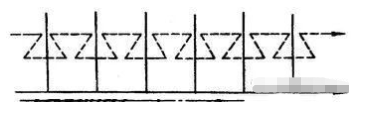
3)锯齿形运条法。
此法是将焊条末端作锯齿形连续摆动并向前移动,在两边稍停片刻,以防产生咬边缺陷。这种手法操作容易、应用较广,多用于比较厚的钢板的焊接,适用于平焊、立焊、仰焊的对接接头和立焊的角接接头。
锯齿形运条法
4)月牙形运条法。
此法是使焊条末端沿着焊接方向作月牙形的左右摆动,并在两边的适当位置作片刻停留,以使焊缝边缘有足够的熔深,防止产生咬边缺陷。此法适用于仰、立、平焊位置以及需要比较饱满焊缝的地方。
其适用范围和锯齿形运条法基本相同,但用此法焊出来的焊缝余高较大。其优点是,能使金属熔化良好,而且有较长的保温时间,熔池中的气体和熔渣容易上浮到焊缝表面,有利于获得高质量的焊缝。

月牙形运条法
5)三角形运条法。
此法是使焊条末端作连续三角形运动,并不断向前移动。按适用范围不同,可分为斜三角形和正三角形两种运条方法。其中斜三角形运条法适用于焊接T形接头的仰焊缝和有坡口的横焊缝。
其特点是能够通过焊条的摆动控制熔化金属,促使焊缝成形良好。正三角形运条法仅适用于开坡口的对接接头和T形接头的立焊。其特点是一次能焊出较厚的焊缝断面,有利于提高生产率,而且焊缝不易产生夹渣等缺陷。
三角形运条法
6)圆圈形运条法。
将焊条末端连续作圆圈运动,并不断前进。这种运条方法又分正圆圈和斜圆圈两种。正圆圈运条法只适于焊接较厚工件的平焊缝,其优点是能使熔化金属有足够高的温度,有利于气体从熔池中逸出,可防止焊缝产生气孔。
斜圆圈运条法适用于T形接头的横焊(平角焊)和仰焊以及对接接头的横焊缝,其特点是可控制熔化金属不受重力影响,能防止金属液体下淌,有助于焊缝成形。
圆圈形运条法
(三)收尾
电弧中断和焊接结束时,应把收尾处的弧坑填满。若收尾时立即拉断电弧,则会形成比焊件表面低的弧坑。
在弧坑处常出现疏松、裂纹、气孔、夹渣等现象,因此焊缝完成时的收尾动作不仅是熄灭电弧,而且要填满弧坑。收尾动作有以下几种:
(1)划圈收尾法。焊条移至焊缝终点时,作圆圈运动,直到填满弧坑再拉断电弧。主要适用于厚板焊接的收尾。
(2)反复断弧收尾法。收尾时,焊条在弧坑处反复熄弧、引弧数次,直到填满弧坑为止。此法一般适用于薄板和大电流焊接,但碱性焊条不宜采用,因其容易产生气孔。
(3)回焊收尾法。焊条移至焊缝收尾处立即停止,并改变焊条角度回焊一小段。此法适用于碱性焊条。
当换焊条或临时停弧时,应将电弧逐渐引向坡口的斜前方,同时慢慢抬高焊条,使得熔池逐渐缩小。当液体金属凝固后,一般不会出现缺陷。
看了这么多,你知道焊接管道的时候,用什么运条手法拍片一次合格率最高,欢迎评论。
相关资讯

全国特种作业人员证查询系统
特种作业操作证及安全生产知识和管理能力考核合格信息查询平台,请点击进入官网:http://cx.mem.gov.cn进行查询...
了解详情云南楚雄低压电工证考证培训报名条件是什么?费用是多少?电...
4312 查看电工怎么去区分线盒里的零线跟火线
4454 查看云南备考低压电工操作证知识点汇总一 ――接触电击防护知识...
4083 查看煤矿专业名字解释和基本知识大全
3782 查看应急管理局电工证有哪几种?电气试验作业证哪个机构可以考?...
8424 查看火灾逃生知识
3905 查看最常用的特种作业操作证,大家知道都有哪些吗?
4228 查看特种作业操作证可以考哪些?报名需要什么条件?
4681 查看




